18336065555
18336065555
时间:2019-07-12
如果您想了解我们的产品,可以拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:18336065555
在原矿的开采、铲装、运输和加工过程中总会混入大小不一、形式各异的铁物,且利用现有除铁器和金属探测器难以,是在钒钛磁铁矿等强磁性矿物的破碎工序中除铁更是困难,这些铁物随原矿一起进入破碎机造成破碎机过铁。破碎机过铁易造成衬板裂纹、上下架体配合面损伤、上臂架衬套松动、主轴横断、打齿、偏心铜套、偏心衬套、下架体衬套及止推轴承烧损等重大设备故障及事故,不但影响生产,而且增加破碎机备件消耗和生产成本。因此,在选矿破碎过程中加强破碎机过铁保护尤为重要。
1 现状简介
1.1 破碎工艺设备简介
白马选矿厂一期破碎系统设计产能为650 万t/a,采用三段一闭路破碎流程,主要是将0~1 000 mm 的钒钛磁铁矿破碎至 -12 mm 含量大于等于95% 的原矿,中破配置2 台CH880 圆锥破碎机,细破配置2 台CH895 圆锥破碎机和1 台CH880 圆锥破碎机。中破配置2 台破碎机前各安装有1 台盘式电磁除铁器,细破系统安装有1 台带式电磁除铁器,工艺流程如图1 所示,主要设备参数如表1、2 所列。
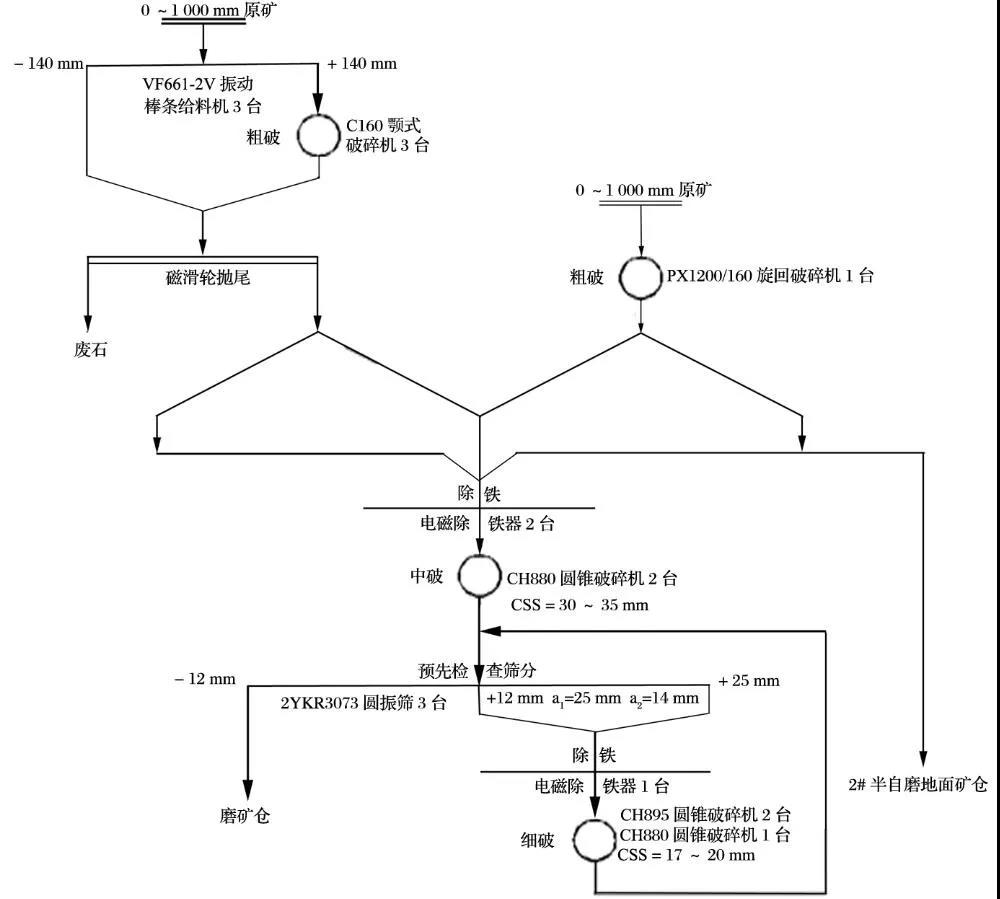
图1 破碎系统工艺流程
表1 破碎机主要参数

表2 电磁除铁器主要参数

1.2 系统除铁现状
在实际生产过程中,原矿中难以避免铁物夹杂,由于有的铁物磁性较弱、有的铁物在原矿中埋藏较深、有的铁物块度和质量较大,盘式除铁器和带式除铁器无法类似高锰钢衬板、合金钢钻头、斗齿等弱磁性铁物,只能在破碎机发生过铁后依靠人工及时捡出,此类铁物严重威胁了破碎机的安和稳定运行。
2 过铁对破碎机的损伤
2.1 动锥衬板裂纹
破碎机频繁过铁容易造成破碎机动、定锥衬板裂纹,从而缩短衬板使用寿命,增加备件消耗。动锥衬板裂纹如图2 所示。

图2 动锥衬板裂纹
2.2 损伤上、下架体止口配合面
破碎机过铁容易造成上、下架体连接螺栓松动或剪断,导致上、下架体锥形接触面发生相对运动,损伤止口。当止口磨损造成上下架体间隙配合后,破碎机将无法正常运行,只有外委修复后才能重新使用。动锥衬板裂纹如图3 所示,上、下架体止口配合面磨损如图4 所示。

图3 动锥衬板裂纹

图4 上、下架体止口配合面磨损
2.3 偏心组件及止推轴承损伤
破碎机过铁易造成主轴与偏心铜套形成钢性接触,相互摩擦,止推轴承错位运行,而导致偏心铜套、偏心衬套、下架体衬套和止推轴承烧损事故。 偏心铜套烧损如图5 所示,下架体衬套烧损如图6 所示。

图5 偏心铜套烧损

图6 下架体衬套烧损
2.4 上架体孔磨损、裂纹
破碎机过铁容易造成上架体衬套固定螺栓被剪断、上架体衬套松动、裂纹,导致上架体孔磨损或裂纹,以致上架体无法使用。上架体衬套裂纹如图7 所示,上架体孔裂纹如图8 所示。

图7 上架体衬套裂纹

图8 上架体孔裂纹
2.5 传动齿轮损伤
破碎机过铁瞬间传动齿轮啮合受到冲击,易造成打齿。大齿轮损伤如图9 所示,小齿轮损伤如图10 所示。

图9 大齿轮损伤

图10 小齿轮损伤
2.6 主轴横断及躯体裂纹
破碎机过铁瞬间,运行功率、压力急剧升高,排矿口放大,若铁物尺寸较大(如大块钻头、牙尖、条形衬板等) 卡在破碎腔内不能自行排出,在持续的高功率和高压力下易造成主轴横断及躯体裂纹。主轴躯体损伤如图11 所示,主轴上部横断如图12 所示。

图11 主轴躯体损伤

图12 主轴上部横断
3 主要措施及经验
3.1 过铁后快速检查设备
破碎机运转过程中突然发出“咚咚咚”的金属撞击声、运行压力急剧升高或排矿口突然放大,表明破碎机发生了过铁,须立即组织系统捡铁,防止细破循环过铁,同时快速检查破碎机。
(1)快速通过显示屏检查破碎机功率、压力、油温及排矿口等运行参数是否正常;
(2)快速检查上、下架体连接螺栓及止口有无松动;
(3)快速检查油管有无泄漏,油箱仪表系统(Tims) 及ASRi 系统有无报警信号;
(4)停机检查安联轴器剪切管有无剪断或位移;
(5)破碎机因过铁停机,须检查剪切管是否完好,查看破碎腔铁物是否排出,严禁立即重启,防止造成安联轴器抱轴。
3.2 改进破碎机主润滑油温度保护系统
当破碎机过铁时主轴受铁物挤压而偏斜,继续运转易造成主润滑油温升高。 CH880、CH895 破碎机油温保护原理为:当主润滑回油达到53 ℃时,发出B 报警 (只在显示屏上显示,无声、光等信号提示,岗位不易察觉);当油温达到63 ℃时,破碎机自动保护停机。根据实践经验,当回油温度达到52 ℃时就会造成破碎机偏心铜套、偏心衬套、下架体衬套、止推轴承及主轴不同程度的龟裂和烧损。对此,经过多次试验性改进,了终改进方案:一是将破碎机主润滑油温保护报警值从63 ℃下调至49 ℃;二是增加给料输送带连锁装置,当油温达到49 ℃时,自动停止给料输送带,破碎机空转,若油温持续180 s 高于49 ℃,破碎机将自动保护停机;三是在岗位操作小房内安装了声光报警器,当回油温度达到49 ℃时,报警灯闪烁,并发出清脆响亮的报警声,及时提醒岗位采取相应操作。改进后,5 台破碎机偏心铜套、偏心衬套、下架体衬套及止推轴承消耗数量较改进前70% 左右。
3.3 优化破碎机油温突然升高的操作方法
当破碎机过较大尺寸铁物时,主轴和铜套发生硬摩擦,主润滑油温将从正常的45 ℃左右急速上升至48 ℃以上,此时须立即采取以下操作:
(1)手动停止给料输送带,让破碎机空负荷运行,达到速降主润滑油温的目的;
(2)手动来回升高、主轴,使主轴与下架体铜套的硬接触点分离,避免油温继续升高;
(3)当油温至46 ℃时,停止主轴电动机,让油温快速至43 ℃以下;
(4)破碎机因油温高停机3 ~ 5 min 后,再次启动主电动机,空转破碎机,避免偏心铜套、偏心衬套及下架体衬套在高油温下发生粘连,抱死;
(5)当油温至43 ℃以下后,连续空转破碎机8 ~ 10 min,若油温低于45 ℃,则恢复正常生产,如果油温仍高于48 ℃,则继续重复2~4 步骤操作。
3.4 下调破碎机过铁压力保护值
破碎机安联轴器上设有剪切管,当破碎机过铁时剪切管被剪断,立即停止主电动机,保护破碎机。其设计压力保护值为95~100 MPa,相当于43 000 Nm,但实践表明,压力值在95~100 MPa 时,破碎机过铁后,剪切管被剪断的概率小,起不到过铁保护作用,且容易造成安联轴器抱轴、打齿等事故。根据调试经验,将中、细破的压力设定值固定为:中破调至68~70 MPa,细破调至78~80 MPa。通过近5 年的运行,该操作既能起到过铁保护作用,又能设备在正常负荷下运行。
3.5 下调CH895 破碎机负荷运行功率、压力释放值
CH895破碎机主电动机功率为750 kW,2013 年初装时,负荷运行功率、压力释放值分别为700 kW 和7.0 MPa。当运行功率或压力达到设定值时,溢流阀自动释放压力,增大排矿口,排除破碎腔内异物。在日常运行中,排矿口设置为18~21 mm,正常运行功率为500~580 kW、压力为5.0~5.8 MPa;当破碎机过铁时,瞬间运行功率达650~800 kW、压力达6.5~10.0 MPa。在该情况下运行近1 年,破碎机动、定锥衬板易裂纹,使用周期较短,只有550 h 左右,而且主轴伞形体磨损较快。对此,根据CH895 破碎机正常负荷运行功率、压力,将负荷运行功率、压力释放值分别下调至600 kW 和6.0 MPa。通过下调负荷运行功率、压力释放值后,动、定锥衬板使用寿命延长,截止2018 年使用寿命达850 h,且主轴躯体未有磨损。
3.6 优化上架体衬套安装方法
上架体衬套安装在孔内,由8 颗高强度螺栓固定在孔法兰上,在破碎机过铁时,上架体衬套固定螺栓容易被剪断而造成衬套松动磨损上架体孔。为此,在发现上架体孔磨损后,为上臂架衬套安装牢固,先在上架体衬套与孔接触面上涂抹工业修补剂再进行安装,螺栓紧固后,后再在上臂架衬套与孔内壁间焊接加强肋加以固定,避免过铁造成破碎机臂架衬套松动而导致设备事故。上架体衬套外表面涂抹修补剂如图13 所示,焊接加固肋板如图14 所示。

图13 上架体衬套外表面涂沫修补剂

图14 上架体衬套焊接加固肋板
4 结语
通过加强破碎机过铁保护,破碎机运行更加稳定,运行效率得到提高,使破碎系统年处理量稳定在700 万t,破碎终产品-12 mm 含量提高至95.5% 以上,大地了破碎机备件消耗和使用成本。CH880、CH895 破碎机过铁保护在攀钢集团矿业有限公司白马选矿厂的成功经验,可为所有矿山行业破碎机过铁保护提供借鉴。
(1)通过破碎机过铁后快速检查设备,及时检查紧固上、下架体连接螺栓,避免上、下架体发生相对运动,损伤配合面,及时发现运行功率、压力、油温等异常情况,杜安联轴器抱轴等设备事故的发生。
(2)通过优化主润滑油温保护系统和油温突然升高的操作方法,避免了偏心铜套、偏心衬套及下架体衬套等贵重部件在高油温下发生粘连,烧损,消耗数量较优化前70% 左右。
(3)通过分别将中、细破破碎机过铁压力保护值下调至68~70 MPa 和78~80 MPa,在满足生产的同时,避免了破碎机因过铁造成传动齿轮打齿、主轴横断等重大事故的发生。
(4)CH895破碎机通过将负荷运行功率、压力释放值下调至600 kW 和6.0 MPa,大地减轻了破碎机过铁对衬板的挤压,动、定锥衬板使用寿命从550 h 延长至850 h。
(5)通过优化上架体衬套安装方法,避免破碎机过铁造成衬套松动损伤上架体孔,延长了上架体的使用寿命。
已有632人成功参与
细节问题可微信交流:18336065555